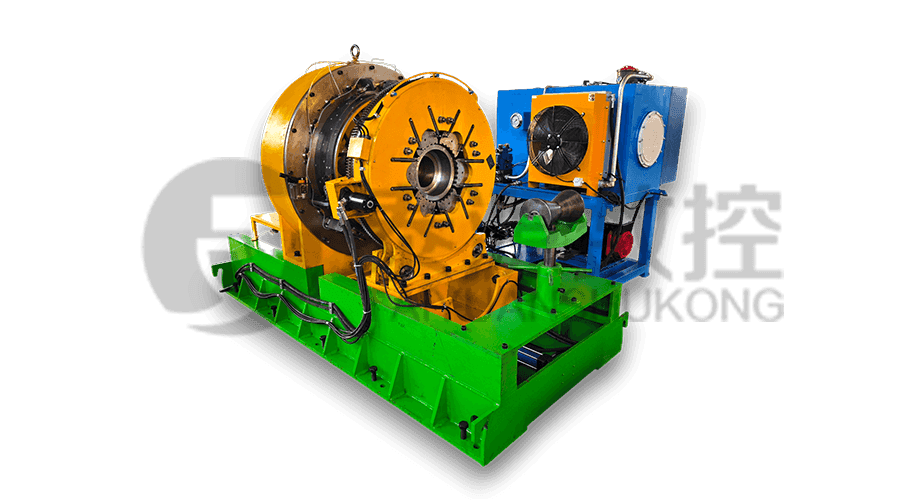
Model: Tysk-630T
Stroj přijímá systém FANUC CNC se stabilní přesností zpracování a flexibilní ...


Vynikající přesnost zpracování zařízení, dobrá rigidita, účinnost prvotřídního zpracování, takže naše výrobky mohou být kvalifikovány pro standardy API a většinu tržního pojistného připojení.

Stroj přijímá systém FANUC CNC se stabilní přesností zpracování a flexibilní ...

Stroj přijímá systém FANUC CNC se stabilní přesností zpracování a flexibilní ...





V náročném prostředí výroby trubkového zboží Oil Country (OCTG) není dodržování standardů 5CT Amerického ropného institutu (API) jen regulačním požadavkem – je to základ pro provozní bezpečnost. Integrita provázku stu...

Ve vysoce sázkovém sektoru výroby ropných zařízení již není přechod od samostatných zařízení k plně integrovaným systémům luxusem – je to technická nutnost. A cnc stroj na závitování trubek je srdcem tohoto pře...
Ve vysoce výkonném plastikářském průmyslu je účinnost přeměny drahých surovin na použitelné fólie kritickým ukazatelem ziskovosti. Zpracování předvalků z plněného PTFE (polytetrafluorethylenu), které často obsahují sk...
Náš závazek
Naším cílem je poskytovat trhu a našim zákazníkům řešení na míru, ať už se jedná o jeden produkt nebo kompletní sadu zařízení.
Přestože se trhy, aplikace a zákazníci liší, máme jedinečný přístup, který vede naše zákazníky k úspěchu.
Trpělivě a pečlivě budeme reagovat na veškeré dotazy a zpětnou vazbu od zákazníků.
Pro jakoukoli konzultaci od zákazníků vám co nejdříve poskytneme nejprofesionálnější a nejrozumnější cenovou nabídku.
U všech nových produktů našich zákazníků s nimi budeme komunikovat velmi profesionálně, naslouchat jejich názorům a poskytovat praktické návrhy, abychom zajistili poskytování těch nejlepších produktů.
Jakoukoli objednávku od našich zákazníků splníme včas, se zárukou kvality a množství.

Jiangsu Taiyuan CNC Machine Mail Co., Ltd. má řadu strojů CNC pro zpracování potrubí. Následuje metoda úpravy řezných parametrů CNC potrubí závity soustruhu zajistit kvalitu vlákna při zpracování potrubí různých materiálů:
Zpracování ocelových potrubí
Rychlost řezu: U trubek vyrobených ze střední uhlíkové oceli může být řezná rychlost kolem 100-200 m/min. Pokud je to ocel z lehké slitiny, měla by být rychlost řezu přiměřeně snížena na přibližně 80-150 m/min, aby se zabránilo nadměrnému opotřebení nástroje a zajistila kvalitu povrchu vlákna.
Míra krmiva: Obvykle je rychlost krmiva na revoluci vhodnější při 0,5-1,2 mm/rev. U vláken s požadavky na vysokou přesnost lze vybrat menší rychlost krmiva, jako je 0,5-0,8 mm/rev, aby se zlepšil povrch a přesnost vlákna.
Hloubka řezání: Podle specifikací a požadavků vlákna může být hloubka řezu kontrolována při 1-2 mm během hrubého obrábění a 0,2-0,5 mm během jemného obrábění.
Zpracování měděných potrubí
Rychlost řezání: Tvrdost mědi je relativně nízká a rychlost řezu může být vhodně zvýšena, obecně kolem 200-300 m/min. Rychlost by však neměla být příliš vysoká, jinak by mohla způsobit, že měděné čipy obtěžují nástroj a ovlivní kvalitu zpracování.
Rychlost krmiva: Rychlost krmiva může být vybrána mezi 0,8-1,5 mm/rev. Vzhledem k dobré tažnosti mědi může větší rychlost krmiva snížit řeznou sílu a zabránit nadměrné deformaci materiálu, ale je třeba také poznamenat, že by nemělo být příliš velké, aby se zabránilo ovlivnění přesnosti nitě.
Hloubka řezání: Hloubka řezání může být 1,5-2,5 mm během hrubého obrábění a 0,3-0,6 mm během jemného obrábění.
Zpracování hliníkových potrubí
Rychlost řezu: Hliník má nízkou tvrdost a dobrý řez, takže rychlost řezu může být vyšší, obvykle 300-500 m/min. Pozornost by však měla být věnována problému zastavěné hrany, ke kterému může dojít během vysokorychlostního řezání, což může být vyřešeno vhodnými ochlazeními a mazacím opatřením.
Rychlost krmiva: Rychlost krmiva může být přibližně 1-2 mm/rev. Vzhledem k tomu, že hliníkové materiály jsou měkčí, může větší rychlost krmiva zlepšit účinnost zpracování, ale je nutné zabránit nadměrné rychlosti krmiva způsobuje vady, jako jsou škrábance na povrchu závitů.
Hloubka řezání: Hloubka řezání může být 2-3 mm během hrubého zpracování a během jemného zpracování 0,3-0,8 mm.
Zpracování potrubí z nerezové oceli
Rychlost řezání: Nerezová ocel má vysokou pevnost a tvrdost a je náchylná k práci. Rychlost řezání je obecně 60-120 m/min. Příliš nízká rychlost způsobí zvýšené opotřebení nástroje a příliš vysoká rychlost může způsobit popálení nástroje a deformaci obrobku.
Rychlost krmiva: Míra krmiva na revoluci je obecně 0,3-0,8 mm/rev. Menší rychlost krmiva může snížit řeznou sílu, snížit stupeň kalení práce a pomoci zajistit kvalitu vlákna.
Hloubka řezání: Hloubka řezání může být ovládána na 0,8-1,5 mm během hrubého obrábění a 0,1-0,3 mm během jemného obrábění .
