Informace o připomenutí


May 25, 2026
A Modulární drtič železných třísek řeší kritické provozní překážky při nakládání s objemnými kovovými třískami v ptačích hnízdech mechanickou redukcí dlouhých souvislých kovových třísek na malé, jednotné třísky. Toto strukturální snížení objemu snižuje hustotu profilu surového šrotu až o 80 %, podstatně snižuje skladové stopy, snižuje režijní náklady na logistiku a maximalizuje výnosy regenerace chladicí kapaliny až o 95 % během následujících cyklů odstředivé separace.
Účinnost zpracování modulárního skartovacího stroje závisí na dvouhřídelovém nebo jednohřídelovém řezacím mechanismu s vysokým kroutícím momentem, který se otáčí nízkou konstrukční rychlostí. Když do ústí násypky vstupují kontinuální svazky hoblin z tvárné litiny nebo uhlíkové oceli, specializované hákovité slitinové nože uchopí vnější obvod hnízda třísek.
Materiál je tlačen proti stacionárnímu bloku protinožů, čímž dochází ke stříhání kovových pramenů podél čar krystalického napětí. Tato konfigurace s nízkou rychlostí a vysokým kroutícím momentem zabraňuje hromadění tepla a eliminuje riziko jisker nebo lokalizovaného spalování, což z ní činí neuvěřitelně bezpečnou metodu pro zpracování šrotu nasyceného těkavými řeznými oleji na bázi ropy.
Aby byla zajištěna správná integrace do automatizovaných obráběcích buněk nebo centralizovaných sběrných dvorů šrotu, musí parametry stroje odpovídat objemovému výkonu výrobního závodu. Níže uvedené specifické indexy fyzického výkonu ukazují, jak modulární škálování odpovídá různým podlahovým operacím.
| Výkonnostní atribut | Kompaktní buňkový modul | Centralizovaný modul závodu |
|---|---|---|
| Kapacita propustnosti (ocel/železo) | 200 až 400 kg/hod | 1500 až 3000 kg/hod |
| Výkon motoru hlavního pohonu | 5,5 kW až 7,5 kW | 30 kW až 45 kW |
| Profil délky třísek po rozdrcení | Rovnoměrné třísky pod 15 mm | Šrot pod 25 mm |
| Velikost strukturální stopy | 1100 mm x 850 mm | 2800 mm x 1800 mm |
Surové, nedrcené železné třísky působí jako strukturální houba, která na svých velkých plochách drží obrovské množství drahých emulgovaných řezných kapalin. Zpracování volných třísek přímo přes odstředivku je vysoce neefektivní, protože dlouhá konstrukční hnízda se zamotávají uvnitř dopřádacího bubnu, což způsobuje masivní mechanické nevyváženosti.
Příklad průmyslového zpracování: Středně velká továrna na odlévání automobilů vyrábějící 50 tun železných třísek měsíčně ztrácela zhruba 120 litrů řezného oleje na tunu nedrcených třísek. Po implementaci lokalizované modulární drtící jednotky ke snížení profilu třísek na 10 mm volných třísek, jejich sekundární ždímač třísek regeneroval 5400 litrů čistého chladicího oleje měsíčně, což přineslo přímé úspory na nákupu chemikálií ve výši více než 14 000 dolarů během prvního čtvrtletí provozu.
Toky průmyslového šrotu často obsahují kovové nečistoty, jako jsou vypadlé šrouby, zlomené karbidové vložky nástrojů nebo těžké konstrukční konce tyčí. Aby se zabránilo katastrofálnímu poškození nože nebo zlomení hnacího hřídele, když se do komory dostanou nerozdrtitelné předměty, jsou moderní modulární jednotky vybaveny integrovaným PLC regulátorem, který neustále monitoruje odběr elektrického proudu hlavního hnacího motoru.
Primární výhodou modulárního konstrukčního uspořádání je možnost servisu řezací sestavy bez demontáže celého mechanického rámu. Řezné kroužky s vysokým opotřebením se montují na šestihranné hřídele pomocí přesně obrobených pojistných kroužků. Když se ostří nožů po zpracování velkých objemů abrazivní litiny otupí, týmy údržby mohou vysunout kompletní sestavu kazety hřídele, vyměnit jednotlivé opotřebené moduly čepelí a vrátit stroj do provozu během krátké dvouhodinové plánované údržby.
Související produkty
 Model: TYSK-630T Vrtací trubka, kloub a spojovací soustruh
Model: TYSK-630T Vrtací trubka, kloub a spojovací soustruh
Stroj využívá CNC systém FANUC se stabilní přesností zpracování a flexibilními programovacími funkcemi, aby bylo zajištěno, že zpracované díly splňují přísné průmyslové standardy. Konstrukce s vysokým točivým momentem a vysokým zatížením si poradí s dlouhodobou nepřetržitou prací a má vysokou odolnost.
 Model: TYSK-1355 Soustruh zpracování ropných potrubí
Model: TYSK-1355 Soustruh zpracování ropných potrubí
Stroj využívá CNC systém FANUC se stabilní přesností zpracování a flexibilními programovacími funkcemi, aby bylo zajištěno, že zpracované díly splňují přísné průmyslové standardy. Konstrukce s vysokým točivým momentem a vysokým zatížením si poradí s dlouhodobou nepřetržitou prací a má vysokou odolnost.
 Model: TYSK-XQJ-550 Střední a velký filmový lyžařský stroj PTFE
Model: TYSK-XQJ-550 Střední a velký filmový lyžařský stroj PTFE
Určeno pro zpracování polotovarů o maximálním průměru 550 mm a maximální délce 1000 mm. Můžeme také upravit podle potřeb uživatelů. Přátelská změna rychlosti a tloušťky s CNC.
 Série:TYSK-NKJ Šroubovací stroj/pouzdro a trubice spojovací jednotka
Série:TYSK-NKJ Šroubovací stroj/pouzdro a trubice spojovací jednotka
Stroj využívá hydromotor, mechanický plovoucí mechanismus a detekci točivého momentu v reálném čase, přizpůsobuje se ohybu materiálu a zabraňuje deformaci materiálu. Pomocné stroje jsou nakonfigurovány tak, aby pomáhaly s poloautomatizací.
 Dlouhá, těžká materiálová řešení Automatické mechanismus nakládání a vykládky pro závit potrubí
Dlouhá, těžká materiálová řešení Automatické mechanismus nakládání a vykládky pro závit potrubí
Speciální flexibilní režim podpory může účinně snížit vliv ohýbání obrobku na zpracování a zlepšit výtěžnost. Přesně odpovídá našemu soustruhu na závitování trubek.
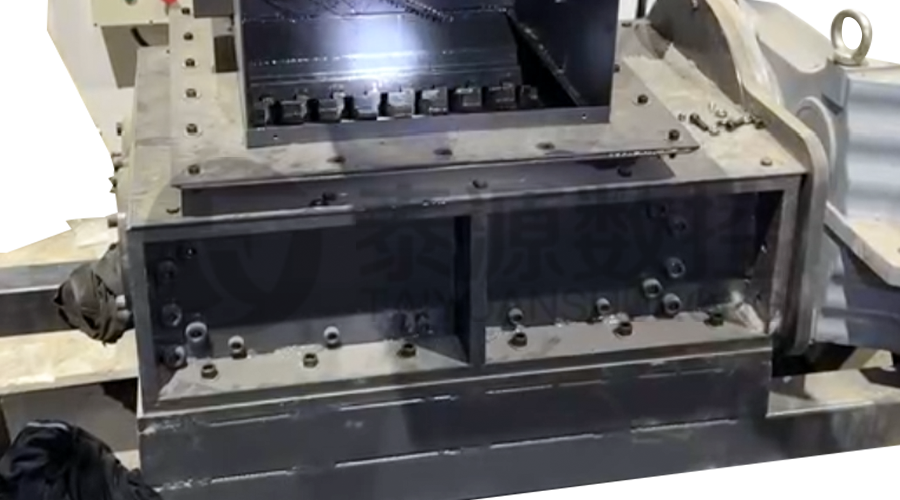
Modulární drtič železných třísek Drtič vysoké síly pro čip
Čepele jsou vyrobeny z vysoce pevných materiálů a jsou přiměřeně umístěny na výstupu z odsavače třísek, aby se rozbily shluky železných třísek. Snižte riziko zpětného chodu a zlepšujte využití odpadního rámu.
 Řada:TYSK-HB Poloautomatická svářečka odolný vůči opotřebení
Řada:TYSK-HB Poloautomatická svářečka odolný vůči opotřebení
Použitelné pro ARNCO 100XT, 200XT, 300XT. Podpora svařování φ1.2-2.0 trubičkovým nebo plným drátem. Může být vybaveno dvoucestným stříkacím svařováním s jednou pistolí a dvojitým stříkáním. Podpora řízení PLC nebo CNC systému.
