


























Technické srovnání: Poloautomatické vs. ruční tvrdnutí pro nástroje na ropná pole
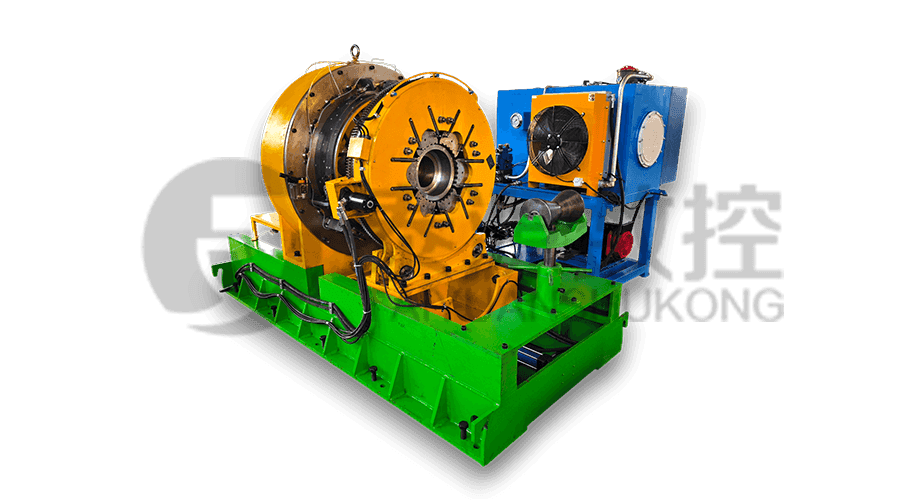
V náročných prostředích ropného a plynárenského průmyslu je tvrdé páskování středu vrtných trubek zásadní pro zmírnění opotřebení pláště a stěn vrtů. Zatímco ruční svařování má historické kořeny, přechod ke specializovaným strojům nově definoval standardy pro metalurgickou integritu. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. , národní výrobní základna pro ropná zařízení, vyrábí Poloautomatický svařovací stroj speciálně navrženo pro tvrdé lepení spojů vrtných trubek a centralizátorů. Použitím procesů svařování v ochranném prostředí deoxidovaného plynu, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. zajišťuje vysokopevnostní vazbu odolnou proti opotřebení, kterou ruční metody obtížně replikují konzistentně.
Kritické rozdíly v provedení Hardbanding
Technický přechod z manuálních na poloautomatické systémy má dopad na strukturální životnost vrtací kolony:
- Jednotnost vkladu: Ruční svařování je náchylné k lidské únavě, což vede ke změnám výšky a šířky housenky. The Poloautomatický svařovací stroj používá synchronizovaný rotační mechanismus a automatické podávání drátu pro zajištění dokonale rovnoměrného pásu, který zabraňuje lokalizované koncentraci napětí.
- Integrita plynového stínění: Stínění deoxidovaného plynu vyžaduje stabilní průtok, aby se zabránilo kontaminaci atmosféry. Poloautomatické systémy udržují konstantní vzdálenost trysek a zajišťují, že svarová lázeň zůstane čistá a bez poréznosti, což je zásadní pro aplikace s vysokou pevností.
- Tepelná kontrola: Přehřátí při ručním svařování může změnit metalurgii vrtné trubky, což vede ke křehnutí. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. zařízení poskytuje vysoký hnací výkon s přesnou kontrolou nad tepelným příkonem při zachování mechanických vlastností základního kovu.
Porovnání technických parametrů: Poloautomatické vs. ruční svařování
Následující tabulka ukazuje proč Jiangsu Taiyuan CNC Machine Tool Co., Ltd. se zaměřuje na specializovaná poloautomatická řešení pro profesionální služby na ropných polích:
| Technická metrika | Ruční Hardbanding | Poloautomatická řada Taiyuan |
|---|---|---|
| Typ procesu | Manuální oblouk/tyč | Svařování v ochranném prostředí deoxidovaného plynu |
| Konzistence svarové housenky | Nízká (závisí na operátorovi) | Vysoká (mechanická přesnost) |
| Efektivita výroby | Standardní | Vysoká (nepřetržitý cyklus) |
| Tuhost základny stroje | N/A | Vynikající (tuhost litinového lože) |
| Doba uchování přesnosti | Minimální | Dlouhodobé (high-tech komponenty) |
| Body selhání | Vysoká (lidská chyba) | Málo (jednoduchá, robustní konstrukce) |
O společnosti Jiangsu Taiyuan CNC Machine Tool Co., Ltd.
Založena v roce 2003 v Taixing City, „rodném městě Ginkgo“ poblíž řeky Yangtze, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. pokrývá 24 800 m² a slouží jako životně důležitá výrobní základna pro průmysl ropných zařízení. Společnost nabízí širokou škálu specializovaných strojů vč linky na výrobu vrtacích trubek, spojovací CNC závitovací soustruhy a centralizátory vrtných trubek odolné proti opotřebení stroje na navařování pásů . Díky certifikaci systému kvality ISO jsou jejich produkty široce využívány průmyslovými giganty jako Shanghai Baosteel, Shandong Shengli Oilfield a mezinárodními podniky ve Spojených státech, Japonsku a Alžírsku. Známý pro vysoký jízdní výkon a silnou specifičnost, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. zůstává odhodlána specializovat se na energetická zařízení a globální dokonalost.
Nejčastější dotazy v oboru
-
Proč je ochrana dezoxidovaného plynu důležitá pro vrtné trubky?
Během navařování řemenů odolných proti opotřebení může jakýkoli zachycený kyslík způsobit mikrotrhliny. The Poloautomatický svařovací stroj od Jiangsu Taiyuan CNC Machine Tool Co., Ltd. používá specifické směsi plynů k deoxidaci svarové lázně, což zajišťuje, že tvrdý pás je vysoce pevný a je schopen odolat vysokému točivému momentu při vrtání hlubokých vrtů.
-
Jak tuhost lože ovlivňuje kvalitu svařování?
Stejně jako naše závitové soustruhy s vrtacím límcem svařovací jednotky vyžadují stabilní základ. Dobrá tuhost a jednoduchá konstrukce strojů z Jiangsu Taiyuan CNC Machine Tool Co., Ltd. zabraňují vibracím během svařovacího cyklu, což je klíčové pro dosažení rovnoměrného rozložení materiálů odolných proti opotřebení.
-
Jaká průmyslová odvětví těží ze specializovaných strojů Taiyuan?
Naše produkty jsou široce používány v ropných polích, geologii, hornictví a chemickém průmyslu. Ať už se jedná o a rotorová frézka se šroubovým čerpadlem nebo a stroj na řezání závitů ohýbaných trubek , poskytujeme vysokou efektivitu výroby a spolehlivou kvalitu uživatelům po celém světě.
